Views: 0 Author: Site Editor Publish Time: 2026-05-24 Origin: Site
The construction finishing market is undergoing a massive shift. Contractors are rapidly abandoning easily damaged metal beads in favor of high-durability PVC alternatives. This transition is not just a passing trend. It represents a fundamental upgrade in building material standards globally. Producing these top-tier finishes requires specialized equipment. You need machinery capable of balancing high-speed extrusion alongside zero-tolerance geometric accuracy. Without precise control, product yield drops and costly waste accumulates on the factory floor. This article provides an objective framework for evaluating, specifying, and commissioning a commercial-grade corner bead machine. We will guide you through maximizing output while minimizing operational risk. You will learn the exact specifications required to dominate your local market. We cover everything from raw material preparation to final automated stacking, ensuring your investment delivers maximum returns.
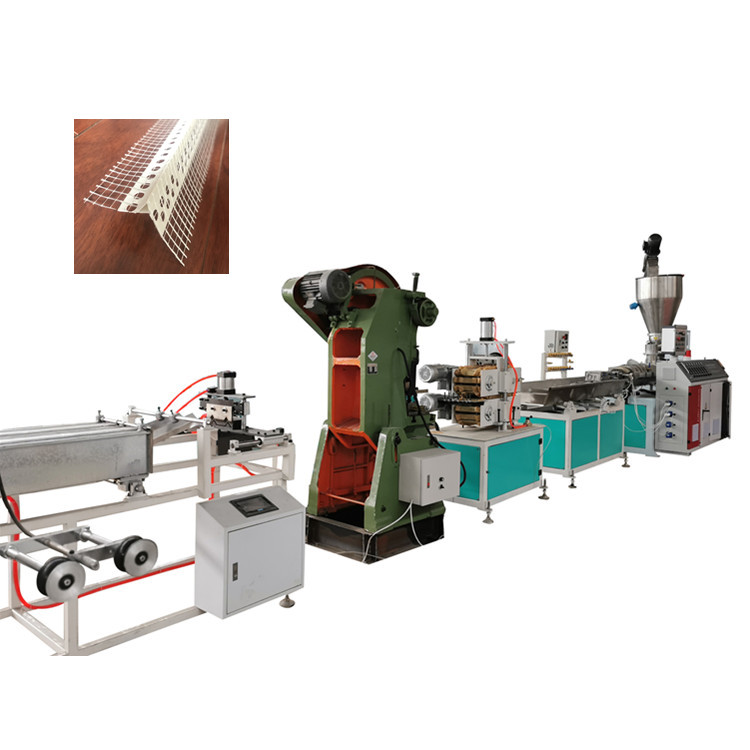
Market Shift: PVC corner beads eliminate job-site scrap (no dings, no cracks), driving high downstream demand over traditional metal.
Process Efficiency: Modern lines utilize direct-powder extrusion (bypassing granulation) with multi-cavity dies to scale output.
Procurement Logic: Equipment evaluation must prioritize component standardization (e.g., internationally sourced motors) for localized maintenance.
Rollout Realities: Successful deployment hinges on 100% pre-shipment testing and structured on-site commissioning (typically a 45–60 day total lead time).
To understand the manufacturing opportunity, we must look at the end-user. Drywall contractors face massive material losses when using traditional metal corner beads. Metal bends easily during transit. Workers drop them on site, causing permanent deformation. Once a metal bead bends, it becomes useless scrap.
PVC solves this downstream pain point instantly. Plastic profiles flex and absorb impacts. They withstand severe job-site abuse without losing shape. Contractors praise them for delivering a "painless installation" with zero dings and zero cracks. This inherent durability eliminates the primary waste factor associated with wall finishing.
Installation efficiency also drives market demand. Installers easily integrate fiberglass mesh over plastic profiles. Putty and joint compound adhere seamlessly to the punched PVC surface. The result is a stronger, cleaner wall edge created in less time.
For manufacturers, shifting to PVC angle bead manufacturing expands profit margins. You can heavily incorporate calcium carbonate fillers into your PVC resin mix. This significantly lowers raw material costs. You effectively produce a premium, high-demand product using highly economical bulk materials. The market happily pays a premium for scrap-free materials, creating a highly lucrative manufacturing gap.
Building a profitable factory requires understanding the equipment from start to finish. Modern extrusion systems utilize highly synchronized components. Let us break down the exact flow of a commercial-grade drywall profile production setup.
Success begins in the mixer. You cannot achieve smooth extrusion without perfect plasticization. Operators load PVC powder, calcium carbonate, and specific additives into a high-speed thermal mixer. The machine heats the batch to 120-130°C for approximately 15 minutes. This heat activates the additives and blends the formula completely. Next, the material drops into a cooling mixer. Here, water circulation rapidly drops the temperature to 40-50°C. This prevents premature curing and keeps the powder free-flowing.
Older systems required you to pelletize PVC before shaping it. Modern lines eliminate this step entirely. We use conical twin-screw extruders to process dry PVC powder directly. The interlocking screws generate immense shear heat. This melts the powder evenly as it moves forward. Bypassing the granulation phase saves massive amounts of electricity. It also cuts your production time in half.
Your production volume depends heavily on mold design. High-yield factories rarely extrude one strip at a time. They utilize multi-cavity dies. A six-cavity setup produces six separate bead lines simultaneously from a single extruder. You also need quick-change mold mechanisms. Swapping a standard 90-degree mold for a bullnose or archway profile should take minutes, not hours.
Hot plastic exits the mold in a molten state. You must freeze it instantly to lock in the perfect 90-degree angle. We push the profile through a three-dimensional adjustable vacuum calibration table. These tables generally span 3 meters in length. Vacuum pumps pull the plastic tight against precise metal guides. Cold water sprays across the profile, instantly curing the PVC. Any slight misalignment here results in unsellable, warped goods.
The final stages require perfect speed matching. If the downstream equipment pulls too fast, the plastic stretches and thins out. If it pulls too slowly, the plastic bunches up.
Haul-off Units: You need dual independent motors equipped with variable frequency drives. These grip the cooled plastic and pull it at the exact speed of the extruder.
Inline Punching: Pneumatic presses punch holes along the bead wings. These holes allow joint compound to pass through during installation. The punch must leave zero burrs. Burrs ruin the smooth finish required by contractors.
Automated Cutting: Sensors track the linear length. A pneumatic guillotine cleanly slices the profile at the required dimension before it drops onto the stacking rack.
Choosing the right equipment vendor determines your long-term viability. You are not just buying steel; you are buying continuous uptime. Pay close attention to these core evaluation metrics.
Never buy machinery built with proprietary, unbranded electronics. If a drive fails, you cannot wait three weeks for a factory in another country to ship a replacement. Insist on international standardization. Your control panels should feature brands like ABB, Siemens, or Schneider. You can source these parts from local industrial suppliers on the same day. Standardized components protect your delivery deadlines.
Manual labor introduces unpredictable variables. It also slows down high-speed lines. You must evaluate the return on investment for automated features.
Production Phase | Manual Labor Approach | Automated System Advantage |
|---|---|---|
Punching | Requires moving cut profiles to offline presses. High bottleneck risk. | Inline pneumatic punch synchronizes with extruder speed. Zero labor needed. |
Cutting & Metering | Workers measure and cut by hand. Inconsistent lengths. | Sensors trigger pneumatic blades exactly at preset lengths (e.g., 2.4 meters). |
Stacking | Two workers required at the end of the line to bundle profiles. | Pneumatic arms flip finished pieces directly into organized staging racks. |
Quality Control | Visual inspection heavily depends on worker fatigue levels. | Consistent machine tension prevents stretching and warping entirely. |
Calcium carbonate is highly abrasive. It acts like microscopic sandpaper inside your extruder barrel. Standard screws wear out quickly under these conditions. You must ask manufacturers about their engineering tolerances and material treatments. Bimetallic screws treated with advanced nitriding offer vastly superior lifespans. Checking the screw design upfront saves you from replacing expensive core components in year two.
Energy bills dictate your monthly operational expenditures (OPEX). Heating the raw material and running powerful vacuum pumps draw significant kilowatts. Evaluate the insulation on the extruder barrel heaters. Look for energy-efficient water chilling systems for the calibration tanks. A machine saving you 10% on energy overhead quickly pays for itself.
Procuring industrial machinery is an extensive project. You cannot order an extrusion line and expect it next week. Setting realistic timelines prevents disastrous delays in your go-to-market strategy.
These lines are bespoke systems tailored to your specific voltage and output requirements. The industry standard timeframe is 45 to 60 days from the moment you sign the order to the day the equipment leaves the factory. Be highly skeptical of vendors promising 15-day turnarounds. Rushed equipment often lacks proper quality assurance.
Never authorize the final payment until you see your machine running. Insist on a 100% operational test. Send the vendor your specific raw material formula. Have them run a full batch of your targeted drywall profile. Request an unedited video or a live stream of the test run. Verify the punching accuracy, the cutting length, and the final surface finish. Catching a calibration error at the vendor's factory is trivial. Fixing it on your factory floor is a nightmare.
While the vendor builds the machine, you must prepare your facility. These are turnkey prerequisites you cannot ignore:
Electrical Load: Extrusion lines require heavy industrial 3-phase power. Verify your transformers can handle the start-up surge of twin-screw motors.
Water Infrastructure: You need an external cooling tower or industrial chiller. Vacuum calibration tables require continuous cold water circulation.
Floor Space: A multi-cavity line easily stretches 20 meters long. You also need clearance on all sides for material handling and maintenance access.
Operating an extrusion line requires specific skill sets. It is not a plug-and-play machine. You must negotiate vendor engineering support. Typically, the manufacturer dispatches an engineer for a 5 to 15-day engagement. They will physically level the machine, connect utilities, and run the first live batches. More importantly, they train your local operators. Your team must learn how to adjust cooling temperatures, swap molds safely, and troubleshoot minor blockages.
Your relationship with the manufacturer does not end at delivery. It begins there. Shift your focus away from a simple spreadsheet comparison of machine parameters. You are assessing long-term supplier capability.
Look for partners offering comprehensive factory layout assistance. A premium manufacturer will ask for your factory floor plan. They will supply CAD drawings showing exactly where to place the mixer, extruder, and cooling towers for optimal workflow. They should also provide a proactive maintenance schedule for changing oils and inspecting heater bands.
Every vendor promises a warranty, but the details matter. Look for clear, documented guarantees. A 12-month coverage plan is standard. However, the contract must explicitly define what constitutes a consumable or wear part. Extruder screws and punching dies naturally degrade. Drive motors and PLC touch screens should fall strictly under warranty protection.
Downtime ruins profitability. When a fault code pops up on your screen, you need immediate answers. Evaluate the vendor's ability to provide remote troubleshooting. Do they offer WhatsApp video calls with English-speaking engineers? Can their technicians remotely access your PLC panel to diagnose software issues? Rapid-response parts dispatch and accessible technical support protect your production continuity. Your chosen vendor must intimately understand every nuance of producing a perfect PVC corner bead.
Profitability in drywall profile production directly correlates to the reliability, speed, and precision of your extrusion line. Sluggish machines with poor geometric control will bleed your margins through material waste and excessive labor costs. Upgrading to a modern, automated system is mandatory for staying competitive in today's construction materials market.
Investing heavily in standardized components and demanding rigorous pre-shipment quality assurance remains your safest path to a fast return on investment. Do not cut corners on bimetallic screws or intelligent cooling tables. These elements dictate your daily output capacity.
We highly recommend auditing your current facility layout today. Map out your available floor space and electrical capacities. Reach out to a qualified equipment manufacturer to request a technical consultation. A customized line configuration will perfectly align with your regional market demands and scale your business efficiently.
A: A typical blend utilizes PVC resin as the base polymer. Manufacturers mix in calcium carbonate for rigidity and significant cost control. Specific processing additives are also required to improve impact resistance and ensure smooth extrusion.
A: Yes. A single line can produce various drywall profiles, such as bullnose, shadowline, or standard right angles. You achieve this simply by swapping the extrusion mold head and adjusting the inline punching die to match the new shape.
A: Manufacturing the customized machine typically takes roughly 45 to 60 days. After completion, you must factor in ocean freight transit times. Once delivered, expect a 1 to 2-week on-site installation and commissioning phase before reaching full production capacity.