Views: 0 Author: Site Editor Publish Time: 2026-05-30 Origin: Site
Investing in new extrusion equipment involves critical capital decisions. Upgrading a production line means you must balance high output capacity with strict material tolerances. Advanced polymers present specific processing challenges. Operators often struggle to process these materials without degrading essential physical properties, such as hydrolytic stability and kink resistance. We designed this guide to address those exact engineering hurdles. Our goal is to provide a vendor-neutral evaluation framework for selecting a highly reliable PU hose machine. You will learn how to minimize operational risks and accelerate your return on investment. We will explore screw metallurgy, downstream modularity, and essential automation features. This ensures your final product consistently meets stringent industrial standards while reducing long-term material waste.
Extrusion Precision: Optimal TPU processing requires specific screw designs, typically utilizing 38CrMoAlA alloys with L/D ratios between 25:1 and 33:1.
Turn-Key Modularity: Modern lines support versatile ID ranges (often ø25 mm to ø457 mm) through modular downstream components (cooling, cutting, coiling).
Risk Mitigation: Advanced PLC and IoT integration are no longer optional; they are critical for remote monitoring, energy optimization, and rapid emergency recovery.
Material Integrity: High-performance equipment must reliably process standard and bio-based TPUs while maintaining compliance with industrial and environmental standards (e.g., ASTM).
Processing high-grade thermoplastic polyurethane (TPU) requires exact thermal control. TPU is notoriously sensitive to temperature fluctuations and shear stress during extrusion. Poor thermal management degrades the polymer melt. This degradation destroys the material's innate structural benefits. Operators face increased scrap rates and field failures when extrusion temperatures drift.
You need a system designed specifically for these thermal realities. The right equipment directly influences the final properties of a TPU duct hose. It preserves extended hydrolytic stability. This ensures the hose resists breaking down in humid or wet environments. Precision heating zones also guarantee high burst-pressure resistance. The melt remains homogeneous. This results in long-term flexibility without micro-fractures in the finished wall structure. Consistent plasticization is non-negotiable for industrial-grade applications.
Emerging material trends dictate future equipment requirements. Market demands are shifting toward sustainable solutions. Your machinery must handle next-generation bio-based TPUs seamlessly. These eco-friendly materials often exhibit narrower processing windows. Furthermore, multi-layer spiral configurations are becoming standard for heavy-duty applications. Future-proofing your investment means choosing lines capable of co-extrusion. Equipment must adapt to various polymer blends without requiring complete barrel replacements. This adaptability ensures you remain competitive as material science evolves.
Machinery durability begins inside the barrel. Processing abrasive plastics or high-viscosity resins quickly wears down standard steel. Industry experts highly recommend 38CrMoAlA treated screws for optimal longevity. This specific nitrided alloy resists the harsh internal friction generated during flexible hose extrusion. You must also evaluate single versus double-screw configurations. Single-screw setups dominate standard hose manufacturing due to simplicity and cost-efficiency. Double-screw extruders offer superior mixing capabilities for complex polymer blends or heavy filler additions.
Length-to-diameter (L/D) ratios dictate melt uniformity. You cannot simply guess the right ratio. An objective breakdown reveals why specific measurements matter.
L/D Ratio | Primary Application | Performance Characteristics |
|---|---|---|
25:1 | Standard PVC / Soft Polymers | Shorter residence time, suitable for highly sensitive materials prone to rapid degradation. |
28:1 | General TPU / PE Blends | Balanced melting zone. Good homogenization for mid-range viscosity plastics. |
30:1 | High-Performance TPU | Excellent plasticization. Ideal for continuous, high-speed industrial duct manufacturing. |
33:1 | Complex / Rigid Polymers | Maximum shear and mixing. Best for achieving high output rates without un-melted particles. |
Sizing and scaling tolerances separate premium machines from basic models. Manufacturers expect baseline diameter capabilities to cover diverse market needs. A competitive line must comfortably handle an inner diameter (ID) range starting at small commercial sizes of ø25 mm. It should also scale up to handle large industrial ducting around ø457 mm. Achieving this wide spectrum requires precise die head engineering and adjustable calibration units.
Decoupling the production line provides a massive strategic advantage. Older systems operated as rigid, single-purpose monoliths. Today, successful flexible hose production relies on modular downstream equipment. You can upgrade cooling troughs, precision cutting units, and automated coilers independently. This prevents entire lines from becoming obsolete when one component fails or when market demands shift.
Interchangeable downstream modules unlock true operational flexibility. Manufacturers can easily shift operations based on seasonal demand or client contracts. You can transition from standard duct production to other specialized polymer applications seamlessly. This eliminates the need to purchase entirely new extrusion lines for different product categories. Quick-release fittings and standardized electrical connectors enable rapid changeovers. Plant managers report significantly higher overall equipment effectiveness (OEE) when utilizing modular setups.
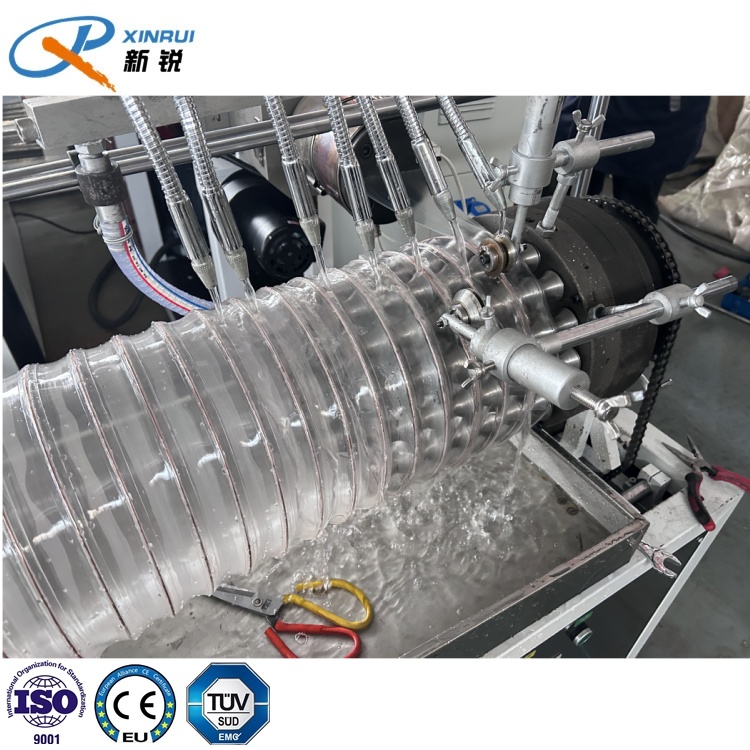
Integrating reinforcements requires specialized technical coordination. Hoses often need spring steel wire or PVC helix structures for structural integrity. Embedding these during continuous extrusion is complex. The machinery must maintain precise tension control on the incoming wire. If tension fluctuates, the helix pitches unevenly. This creates weak points in the finished hose. Advanced haul-off units synchronize perfectly with the extruder speed. They guarantee the reinforcement material sits perfectly centered within the polymer matrix. This structural precision is crucial for vacuum and high-pressure applications.
The transition from manual monitoring to centralized automation transforms factory floors. Operators previously relied on analog gauges and manual valve adjustments. Modern lines utilize centralized PLC touch-screen automation. This control architecture maximizes line speed and ensures perfect traceability. Every parameter gets recorded in real-time. You can monitor melt pressure, barrel temperature, and haul-off speeds simultaneously. This level of control reduces scrap during startup and improves batch consistency.
Unexpected power losses create massive headaches during extrusion. If polymer cures inside the barrel, recovery takes hours and damages equipment. When evaluating a TPU hose machine, "safe recovery" features are vital. Automated backup systems safely halt the haul-off process. They maintain localized heating around the screw using backup power. This prevents the plastic from solidifying into a hard mass. Operators can perform a safe, rapid restart once main power returns.
Internet of Things (IoT) connectivity drives resource efficiency. Remote monitoring capabilities allow engineering teams to troubleshoot issues from anywhere. Sensors track energy consumption continually. Energy-efficient motor integrations adjust power draw based on real-time load requirements. You can dramatically reduce the electrical draw per kilogram of output. This efficiency directly impacts daily operational expenses and supports corporate sustainability goals.
Installing heavy industrial machinery involves harsh physical realities. Even the most advanced equipment fails without proper site preparation. Facility requirements demand rigorous planning before the machinery arrives.
Footprint Planning: Modular downstream equipment requires significant linear floor space. Ensure your layout accommodates the full length of cooling baths and coiling stations.
Power Infrastructure: High L/D ratio extruders draw substantial amperage during startup. Verify your facility panels can handle peak loads without tripping breakers.
Cooling Water Supply: Precise polymer crystallization needs consistent chilling. Install closed-loop industrial chillers to maintain strict water temperature tolerances.
Transitioning to highly automated lines forces operator upskilling. You cannot rely on legacy operational habits. Modern extrusion requires specific training in software navigation. Operators must learn to interpret IoT diagnostics effectively. They need to understand alarm codes and predictive maintenance alerts. Managing rapid changeovers also requires new mechanical workflows. Comprehensive vendor training programs are essential to bridge this knowledge gap.
Supply chain constraints directly impact production stability. Securing reliable sourcing for quality resins is paramount. Inconsistent pellet sizes or high moisture content will cause machine jamming. Compatible steel wire or PVC helix materials are equally important. Sub-standard reinforcement materials lead to curling or poor adhesion inside the hose. Establish strict quality control agreements with your raw material suppliers to ensure continuous, flawless output.
Evaluating a machinery partner requires looking far beyond the initial spec sheet. Vendor due diligence protects your investment. You must assess their aftermarket support infrastructure. Check the guaranteed availability of critical spare parts like heater bands and specialized screws. Investigate their remote technical support service level agreements (SLAs). Insist on rigorous Factory Acceptance Testing (FAT) protocols before shipment. You should personally witness the machine running your specific material formulations during the FAT.
Buyers need a clear ROI calculation framework. Avoid looking solely at the purchase price. We recommend utilizing a standardized comparison chart to weigh true production benefits.
Evaluation Metric | What to Measure | Desired Outcome |
|---|---|---|
Energy Savings | Kilowatt-hours (kWh) consumed per kg of output | Reduction in monthly utility expenses via servo-motors. |
Scrap Reduction | Pounds of wasted resin during line startup/shutdown | Minimized waste due to precise PLC thermal controls. |
Output Capacity | Maximum stable kg/h processing rate | Increased daily production yield without sacrificing hose quality. |
Labor Efficiency | Operators required per active shift | Lower headcount through automated coiling and cutting modules. |
Compare multiple vendors using these exact metrics. Request documented case studies proving their equipment meets these performance benchmarks in real-world scenarios.
Successful manufacturing requires a deliberate synergy between premium raw materials and precisely engineered extrusion machinery. Upgrading your facility is not just about increasing speed. It is about maintaining tight quality tolerances and eliminating costly downtime. When you select the appropriate PU duct hose equipment, you secure long-term operational stability.
Take immediate action to optimize your production. Audit your current manufacturing bottlenecks today. Request detailed L/D configurations and energy consumption specifications from prospective vendors. Contact a technical consultant to properly scope your specific sizing and reinforcement requirements before signing any purchase orders.
A: An L/D ratio between 28:1 and 33:1 is typically preferred for TPU. This specific range ensures optimal melting and homogenization. It provides enough barrel length for gradual plasticization without subjecting the polymer to excessive thermal degradation.
owever, operators should note that maximum output rates may vary depending on the specific material's viscosity.
A: Most industrial-grade modular lines can produce hoses ranging from a small ø25 mm up to a massive ø457 mm. Achieving this broad range depends entirely on the chosen interchangeable die heads and the specific cooling calibration setups implemented downstream.